
ĐÀO TẠO CHỨNG CHỈ HÀN ĐIỆN TÂY NINH
Tuyển sinh lớp học nghề thợ hàn ở Tây Ninh
- Bạn đang muốn tìm việc làm nhưng không có bằng đại học trong tay?
- Bạn muốn theo học nghề hàn tại Tây Ninh?
- Là nhân viên đang làm việc trong công ty và bạn muốn thử sức ở lĩnh vực khác là kỹ sư hàn?
- Bạn đang có vốn và bạn muốn mở một cửa hàng chuyên hàn vật liệu kim loại?

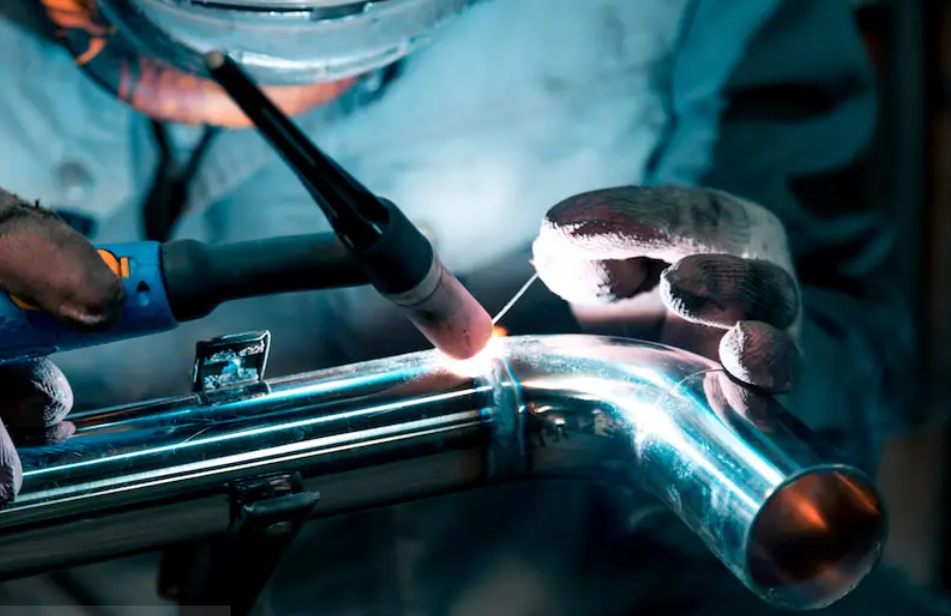
- Hàn TIG là quá trình hàn hồ quang ổn định sử dụng điện cực vonfram không tiêu hao và khí trơ trong hồ quang hàn để tạo ra mối hàn chất lượng cao. Nó đã trở thành một thành công mang tính đột phá trong những năm 1940 khi lần đầu tiên nó được sử dụng để hàn các hợp kim nhôm và magiê trong ngành công nghiệp hàng không vũ trụ.
- Mặc dù ban đầu là một giải pháp sản xuất máy bay nhưng hàn TIG cuối cùng đã trở thành một công cụ tăng tốc trong các ngành công nghiệp khác nhau mang lại chất lượng không gì sánh bằng. Kể từ đó, rất nhiều tiến bộ và đổi mới trong công nghệ đã được thực hiện và quá trình này đã trở nên không thể thay thế trong nhiều trường hợp.
- Vì vậy, không cần phải dài dòng nữa, hãy cùng tìm hiểu sâu hơn và thảo luận về hàn TIG là gì.
Hàn TIG là gì?
- Hàn khí trơ vonfram, còn được gọi là hàn hồ quang khí vonfram (GTAW), là một quy trình hàn nối các mảnh kim loại lại với nhau thông qua dòng điện hàn. Khí trơ được cung cấp cho mỏ hàn chảy dọc theo hồ quang hàn để bảo vệ kim loại khỏi quá trình oxy hóa và hình thành các khoảng trống tròn nhỏ. Một điện cực vonfram được lắp ráp bên trong mỏ hàn, có điểm nóng chảy cao hơn hầu hết các kim loại.
- Hàn TIG đôi khi bị nhầm lẫn với hàn MIG. Mặc dù chúng có những điểm tương đồng nhưng có một số khác biệt chính cần được chỉ ra.
Sự khác biệt giữa hàn TIG và MIG
- Sự khác biệt chính giữa quy trình hàn MIG và TIG là hàn TIG sử dụng điện cực không tiêu hao và vật liệu độn riêng biệt (tùy chọn). Trong khi MIG sử dụng điện cực dây liên tục, tiêu hao được tự động đưa vào súng hàn.
- Hàn TIG thường được thực hiện khi nối ống và vật liệu mỏng. Điều này là nhờ lượng nhiệt đầu vào thấp, giúp bảo tồn cấu trúc vi mô của kim loại. Khi nói đến vật liệu dày hơn, hàn MIG (khí trơ kim loại) được ưu tiên hơn. Do chi phí thấp hơn so với các quy trình hàn khác và khả năng hàn tốc độ cao, nhiều người sử dụng phương pháp hàn MIG hoặc hàn điểm để sản xuất hàng loạt.
- TIG hiếm khi tạo ra vết loang và thường chỉ cần đánh bóng nhẹ để loại bỏ bất kỳ sự đổi màu nào. Nó có lợi thế hơn các mối hàn MIG về hình thức và do đó nó được ưa chuộng hơn khi phôi không được phủ hoặc sơn, như trường hợp thường gặp khi hàn thép không gỉ và nhôm. Điều này không có nghĩa là mối hàn MIG không thể đẹp về mặt thẩm mỹ nhưng việc sơn các mối hàn MIG là khá phổ biến.
- Tùy thuộc vào dự án, việc sử dụng kim loại phụ là tùy chọn khi hàn TIG. Khi đưa que hàn vào vũng hàn, thợ hàn TIG phải sử dụng cả hai tay và đồng thời điều khiển nhiệt lượng đầu vào bằng bàn đạp. Tất cả điều này làm cho hàn TIG trở thành một quá trình khó khăn hơn nhiều so với hàn MIG, trong đó dây hàn được tự động cấp từ mỏ hàn. Hầu hết các thợ hàn thường bắt đầu với tư cách là người vận hành MIG và sau đó chuyển sang hàn TIG.
- Hàn TIG không chỉ đơn giản là một quá trình cắm và chạy. Sự khác biệt chính khiến máy hàn TIG khác biệt so với các máy khác là nhiều tính năng có thể điều chỉnh, chẳng hạn như cường độ dòng điện, lượng xung, đầu ra AC/DC và lưu lượng khí trơ. Với tất cả các chức năng tùy chỉnh có sẵn này, quy trình hàn TIG khá linh hoạt.
Quy trình hàn TIG
- Bước đầu tiên trong Quy trình hàn TIG là điều chỉnh máy về các cài đặt phù hợp như dòng điện và điện áp thông qua các núm xoay trên máy. Tiếp theo, áp suất chính xác cho khí trơ trong bình cung cấp phải được đặt thông qua bộ điều chỉnh lưu lượng kế. Mỏ hàn TIG cũng nên được sửa đổi theo yêu cầu của dự án bằng cách chọn điện cực có đường kính chính xác, ống kẹp TIG và các bộ phận khác. Trên hết, hãy ưu tiên trang bị đồ bảo hộ sạch sẽ để có tầm nhìn rõ ràng khi hàn.
- Sau khi hoàn tất công việc chuẩn bị, đã đến lúc hàn các kim loại lại với nhau. Một số điều cần được xem xét để đảm bảo quá trình vận hành diễn ra suôn sẻ: chiều dài hồ quang, tốc độ di chuyển, góc mỏ cắt và các biện pháp phòng ngừa khác. Mối hàn TIG có thể chạy hạt hàn mà không cần vật liệu độn, chỉ làm nóng chảy các kim loại cơ bản, nhưng bạn có thể sử dụng nó với thanh hàn hoặc cuộn kim loại nếu dự án yêu cầu.
- Mặc dù Internet tràn ngập cái gọi là video và hình ảnh hàn nguội TIG nhưng phương pháp này không liên quan gì đến quá trình hàn nguội thực tế.
- Nó tập trung vào hình thức bên ngoài của các mối hàn nhưng thực tế nó thiếu sự kết hợp do lượng nhiệt đầu vào giảm đáng kể và khá kém hiệu quả trong việc tạo ra các mối nối chắc chắn, lâu dài.
Chi tiết quan trọng khi làm việc
- Cần có một góc phía trước thích hợp khi sử dụng mỏ cắt để ngăn chặn sự tích tụ túi khí tạo ra độ xốp trong hạt.
- Chiều dài hồ quang ngắn nên được duy trì để kiểm soát tối ưu. Hồ quang điện sẽ mở rộng khi chiều dài hồ quang tăng lên.
- Tốc độ di chuyển ổn định là chìa khóa để giữ hạt ổn định. Việc tăng tốc độ sẽ làm cho đường hàn bị thu hẹp lại.
- Tránh chạm vào vũng hàn bằng điện cực vonfram.
- Kích thước của kim loại phụ phải chính xác và quá trình đưa nó vào mối hàn phải được thực hiện với sự kiểm soát thích hợp.
- Hình dạng đầu điện cực vonfram phải luôn nhất quán. Nó có thể được mài lại trên một bánh mài.
Vật liệu hàn hồ quang vonfram khí
Máy hàn TIG có thể sử dụng nhiều loại vật liệu. Một số vật liệu cơ bản được liệt kê để hàn hồ quang khí trơ vonfram là:
- Nhôm
- Thau
- Đồng
- Thép carbon
- Đồng
- Vàng
- Magie
- Thép nhẹ
- Niken
- Thép không gỉ
- Thép titan
- Hợp kim khác nhau
Bạn cần lưu ý rằng quy trình hàn TIG đối với từng loại vật liệu có đôi chút khác nhau. Các sửa đổi có thể bao gồm từ kích thước đường kính điện cực cho đến hồ quang điện được áp dụng trong vật liệu. Điều quan trọng là điện cực có đường kính chính xác và cường độ dòng điện được áp dụng là chính xác. Dòng điện càng thấp thì góc đầu và đường kính của điện cực càng nhỏ.

Điện cực vonfram không tiêu hao
Vonfram được sử dụng trong quá trình này vì nguyên tố kim loại quý hiếm này về bản chất có nhiệt độ nóng chảy cao (3422°C) khi so sánh với các kim loại khác (ví dụ: thép không gỉ có nhiệt độ nóng chảy từ 1400 đến 1530°C). Vonfram có tính dẫn điện tuyệt vời mà không bị tiêu hao. Tuy nhiên, hiện tượng xói mòn vẫn có thể xảy ra ở đầu hàn trong quá trình hàn hồ quang kim loại được che chắn.
Các điện cực vonfram cũng có thể được hợp kim hóa để cải thiện tính chất của chúng tùy thuộc vào loại mối hàn. Dưới đây là một số ví dụ phổ biến:
- Điện cực vonfram nguyên chất (màu xanh lá cây) – Chúng mang lại độ ổn định hồ quang tốt khi sử dụng dòng điện xoay chiều. Được sử dụng cho các kim loại nhẹ vì chúng giữ được đầu bóng, sạch sẽ. Đây cũng là loại rẻ nhất và được áp dụng cho công việc có mục đích chung.
- Điện cực Thori (1% vàng thori; 2% đỏ; 3% tím) – Khá phổ biến trong môi trường hàn vì chúng là điện cực đầu tiên đánh bại các điện cực vonfram nguyên chất trong hiệu suất hồ quang hàn DC. Chúng có khả năng mang dòng điện cao và duy trì hình dạng của đầu bút lâu hơn. Tuy nhiên, thorium phát ra bức xạ alpha, có thể gây hại cho hệ hô hấp. Cần có hệ thống hút bụi để thu gom bụi trong quá trình mài đầu.
- Điện cực Lanthaned (1% lanthanium đen, 1,5% vàng, 2% xanh lam) – Điện cực không phóng xạ được hợp kim với lanthanum oxit. Đặc trưng bởi đặc tính ổn định hồ quang tuyệt vời với tốc độ xói mòn thấp. Kém hiệu quả hơn một chút so với điện cực thorated.
- Điện cực cerium (2% màu xám xeri) – Điện cực không phóng xạ được hợp kim với xeri oxit. Những điện cực này có khả năng khởi động hồ quang lớn nhưng công suất dòng điện nhỏ hơn so với các điện cực lanthaned.
- Điện cực zirconia (0,7-0,9% zirconi trắng, 0,15-0,5% nâu) – Những điện cực này kết hợp vonfram với oxit zirconium. Hợp kim này có khả năng chống ô nhiễm cao và tuổi thọ điện cực dài hơn. Tạo ra hồ quang cực kỳ ổn định, do đó nó được sử dụng khi cần chất lượng cao nhất.
- Điện cực cerium lanthanium (hồng) – Sự kết hợp giữa điện cực cerium và lanthaned giúp đánh lửa hồ quang đơn giản với tuổi thọ dài.
Khí trơ
- Khí bảo vệ trơ được cấp vào mỏ hàn TIG để giữ cho bể hàn không bị nhiễm bẩn trong khi dòng điện được cung cấp cho hồ quang hàn. Dòng khí bảo vệ rất cần thiết trong việc bảo vệ vũng hàn khỏi quá trình oxy hóa và tạp chất từ khí quyển trong khi kim loại tan chảy và hợp nhất cùng với thanh hàn.
- Khí bảo vệ phổ biến nhất được sử dụng cho quá trình này là argon. Sự kết hợp khác của hydro và argon và hỗn hợp helium và argon được sử dụng khi xem xét các yếu tố khác (ví dụ: kim loại được hàn, tốc độ hàn, độ xuyên vật liệu, v.v.).
Mỏ hàn

Mỏ hàn là một dụng cụ cơ khí chuyên dùng để nấu chảy và nung chảy kim loại. Nó có một số loại tùy thuộc vào cách sử dụng của nó:
- Mỏ hàn TIG làm mát bằng không khí chỉ có một đầu vào khí và dễ bị quá nhiệt hơn, không giống như mỏ hàn TIG làm mát bằng nước. Công dụng chính của những ngọn đuốc này là dùng cho kim loại có thành mỏng và các dự án nhỏ.
- Mỏ hàn TIG làm mát bằng nước có đầu vào khí trong khi có đầu vào và đầu ra cho đường nước. Đây là một lợi thế cho các dự án lớn hơn cần làm mát nhanh chóng. Tuy nhiên, điều này đi kèm với giá của nó vì hệ thống làm mát nước phải được lắp đặt.
Nguồn năng lượng
Nguồn dòng điện trong hàn hồ quang vonfram khí phải nhỏ giọt và không đổi. Điều này cho phép đầu vào nhiệt ổn định và nhất quán. Bạn cũng có thể chuyển đổi giữa nguồn điện xoay chiều (AC) sang nguồn điện một chiều (DC) tùy thuộc vào loại vật liệu và công suất hàn mà bạn mong muốn.
Nguồn AC và DC
Có ba tùy chọn có sẵn cho dòng điện hàn cùng với các mục đích sử dụng tương ứng của nó:
- Hàn AC sử dụng dòng điện xoay chiều giữa cực dương và cực âm, duy trì nhiệt mà không làm vật liệu nền quá nóng. Vật liệu thường được sử dụng là nhôm và magiê.
- Điện cực âm DC sử dụng cực âm trên mỏ hàn để xác định dòng năng lượng đến vật liệu, giống như vòi phun nước vào khu vực mục tiêu. Điều này làm cho nó hấp dẫn hơn đối với tất cả các kim loại, ngoại trừ nhôm và magiê.
- Điện cực dương DC hầu như không được sử dụng trong hàn TIG vì dòng điện chạy về phía điện cực, làm cho nó trở thành quả cầu do nhiệt lượng cấp vào nhanh. Điểm cộng duy nhất của DCEP là sự hiện diện của “tác dụng làm sạch”, trong đó các oxit trên bề mặt bể hàn tạo ra vẻ ngoài sáng bóng.
- Một yếu tố khác cần lưu ý là tần số Hz được áp dụng. Tần số thấp hơn tạo ra đường hàn rộng hơn với độ xuyên thấu tốt, trong khi tần số cao hơn cho phép kiểm soát và thâm nhập nhiều hơn vào khu vực hàn.
Ưu điểm của hàn TIG
- Hàn TIG có thể được thực hiện trên nhiều loại kim loại và hợp kim khác nhau.
- Máy hàn TIG có nhiều chức năng tùy chỉnh, hoàn hảo cho các hoạt động cụ thể.
- Áp dụng cho các loại độ dày kim loại khác nhau và hàn kim loại phức tạp. Mặc dù đối với kim loại thực sự dày, hàn MIG hoặc hàn que được ưu tiên hơn.
- Điện cực không tiêu hao và hồ quang ổn định cho phép kiểm soát tốt hơn và tạo ra mối hàn TIG chất lượng cao.
- Khí an toàn được sử dụng trong quá trình hàn hồ quang kim loại khí này, do đó nó có ít khuyết tật hàn hơn.
- Hàn TIG có thể được thực hiện ở những góc độ khó xử. Một ví dụ là ứng dụng của nó trong các phần nhô ra khi hàn, nơi mỏ hàn phải ở một vị trí duy nhất.
- Có thể dễ dàng quan sát phôi vì khí bảo vệ không màu và có ít khói hình thành.
Nhược điểm của hàn TIG
- Hàn TIG đòi hỏi rất nhiều kỹ năng của người thực hiện.
- Thời gian hàn dài hơn đáng kể so với các kỹ thuật hàn khác.
- Sử dụng sai cực có thể dễ dàng làm nhiễm bẩn mối hàn.
- Độ bền tổng thể của mối hàn giảm đi khi thể hiện sự thiếu kiểm soát đối với lượng nhiệt đầu vào. Điều này cũng ảnh hưởng tiêu cực đến cấu trúc vi mô của kim loại.
- Nếu không có môi trường được kiểm soát, chủ yếu là môi trường không có gió, có thể khó duy trì dòng khí liên tục trên khu vực hàn.
- So với các kỹ thuật hàn khác, thiết bị và khí trơ có giá cao hơn.
Những điểm quan trọng cần nhớ
- Hàn TIG mang lại các hạt hàn chính xác, đẹp mắt với độ xuyên thấu tốt. Đây là phương pháp được ưa chuộng để hàn hợp kim nhôm và magie, cùng với nhiều kim loại khác bao gồm cả thép không gỉ. Đây là phương pháp đắt hơn một chút và chậm hơn so với một số loại hàn khác nhưng không thể thay thế khi tạo ra các mối hàn chất lượng cao hơn.
- Tính nhất quán và tính linh hoạt của nó cho phép nó có sức hấp dẫn cao trong hầu hết các ngành, từ chuyên gia đến người có sở thích. Mặc dù quy trình hàn TIG có thể được tự động hóa bằng cách sử dụng robot hàn, nhưng quy trình hàn thủ công vẫn có một khoảng thời gian học tập khá khó khăn và để đạt được kết quả tốt nhất, nó thường được thực hiện bởi các thợ hàn có kinh nghiệm.
- Dịch vụ hàn của Fractory được thực hiện bởi các đối tác sản xuất có quy trình đã được chúng tôi kiểm tra để đảm bảo mối hàn chất lượng cao.

ĐIỂM GHI DANH HỌC NGHỀ TẠI BÌNH DƯƠNG
- Địa chỉ: số 192-194-196, Đường Đx 033, Khu 1, Phú Mỹ, Thành Phố Thủ Dầu Một, Bình Dương;
- Hotline: 0937 55 70 70
- Điện thoại: 0274 3 860 419
- Mail: Daivietphat.edu@gmail.com
- Website: Daynghedaivietphat.com







Hãy là người đầu tiên nhận xét “ĐÀO TẠO CHỨNG CHỈ HÀN ĐIỆN TÂY NINH”